#Farm Machinery & Equipment
Efficient mixing in biogas digesters and slurry tanks: a key factor for stable processes and lower operating costs
In biogas production and livestock effluent management, effective slurry mixing is a decisive factor for plant performance
In biogas production and livestock effluent management, effective slurry mixing is a decisive factor for plant performance. It directly affects process stability, biogas yield, uniform distribution of dry matter, prevention of floating layers and sedimentation, and the long-term efficiency of digesters and storage tanks.
As feedstocks become more heterogeneous and dry matter content increases, operators face growing challenges in maintaining homogeneous conditions while keeping energy consumption and maintenance under control.
Against this background, mixing systems must deliver consistent hydraulic performance, adapt to different tank geometries and operating conditions, and remain accessible for inspection and servicing—without disrupting daily operations.
A practical approach to high-efficiency slurry mixing
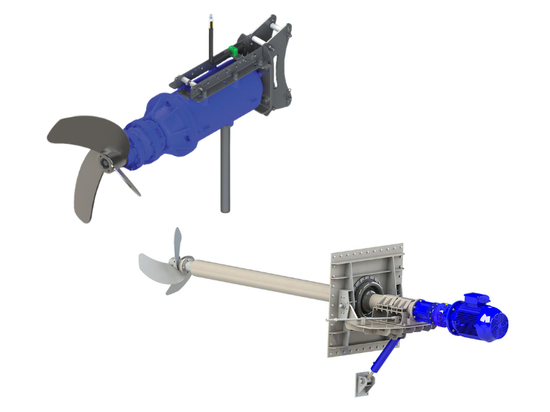
To meet these requirements, SAVECO – a WAMGROUP company – developed the CHIOR HMTB Agitators, specifically conceived for anaerobic digesters, digestate tanks and slurry storage where reliable, continuous mixing is essential.
The design philosophy focuses on generating a strong, well-controlled flow pattern that promotes homogeneity throughout the tank volume, supporting stable biological processes while helping to optimise energy use.
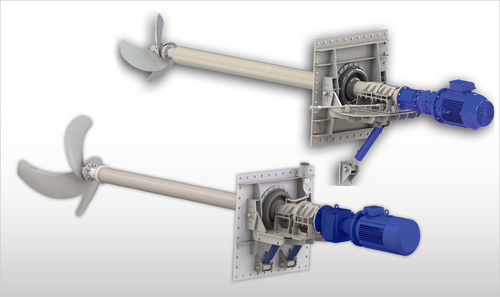
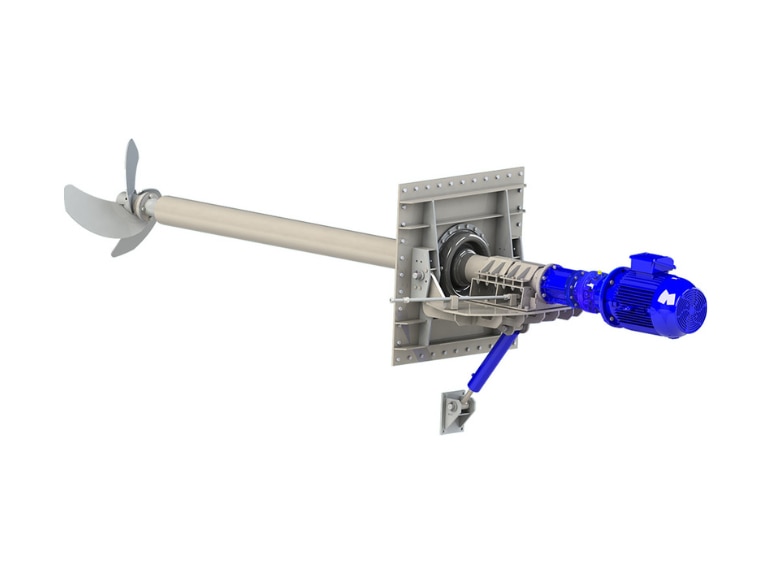
Rather than relying on complex submerged systems, the HMTB concept is based on a side-mounted agitator with the electric motor and gearbox positioned outside the tank. This configuration reflects a clear response to market demands for easier maintenance, reduced downtime and improved operational safety.
Adaptability to real plant conditions
Every digester and slurry tank presents unique characteristics in terms of geometry, filling level, solids content and fluid behaviour. For this reason, flexibility in directing the mixing flow is a critical requirement.
CHIOR HMTB addresses this need with a bi-directional adjustment system, allowing operators to orient the agitator horizontally and vertically. This makes it possible to:
• reduce dead zones inside the tank;
• limit surface crust formation;
• improve solids suspension and distribution.
Such adaptability helps plant operators fine-tune mixing performance as process conditions evolve, without invasive mechanical interventions.
Designed for accessibility and long-term reliability
Keeping critical drive components outside the tank offers tangible advantages in day-to-day plant management. Routine inspections, maintenance operations and component replacement can be carried out more easily, reducing service time and minimising operational disruptions compared to fully submerged solutions.
The agitator is engineered with robust materials and sealing concepts suitable for aggressive and abrasive media typically encountered in biogas and slurry applications. This construction approach supports long service life and consistent performance, even under demanding operating conditions.
Suitable for new plants and retrofits
From an installation perspective, the CHIOR HMTB is designed to integrate smoothly into both newly built tanks and existing installations. Dedicated mounting solutions support straightforward installation on concrete structures, reducing on-site adaptation work and making the system particularly suitable for revamping and upgrading projects.
Supporting efficiency in biogas and slurry management
By combining hydraulic efficiency, operational flexibility and maintenance-friendly design, CHIOR HMTB responds to the core challenges faced by modern biogas plants and livestock effluent management systems:
• stable and homogeneous mixing;
• controlled energy consumption;
• reduced maintenance complexity;
• reliable operation over time.
For those seeking a practical and efficient solution for demanding mixing applications, CHIOR HMTB represents a technology aligned with real process needs. SAVECO supports each project with application-specific sizing and configuration, ensuring the agitator matches tank geometry, solids content and circulation objectives.